开松机分离接合工作分析
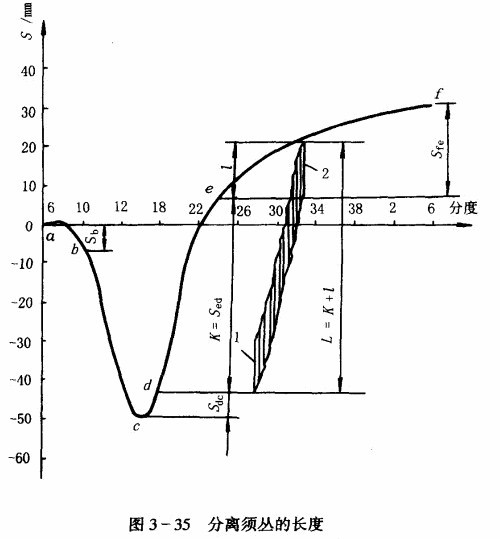
(一)分离接合过程和分离丛长度经精梳锡林梳理后的纤维丛头端不在一直线上。当钳板、顶梳将分离丛逐渐送向分离钳口时,头端在前面的纤维先到达分离钳口,被分离罗拉以较快的表面速度带动前进,以后各根纤维的头端陆续到达分离钳口,使前后纤维间产生移距变化,分离罗拉逐步从纤维丛中抽出部分纤维,形成一个分离纤维丛,叠合在上一工作循环的棉网尾部上实现分离接合。分离丛的长度可以从分离罗拉运动曲线上推算,如图3-35所示。图中a为倒转点,b为末排针过最紧点,c为顺转点,d为开始分离点,e为结集分离点,f为a点,1为进入分离钳口的第一根纤维,2为进入分离钳口的最末根纤维。
在FA261型开松机第一根纤维头端到达分离钳口开始分离的时间约为17.5-19分度,最末一根纤维头端进入分离钳口结束分离的时间为24分度。因此,第一根和最末一根纤维在分离丛中的头端距离必然是分离罗拉运动曲线上开始分离和结束分离时的位移差值,
由此可见,分离丛长度L与开始分离时间、结束分离时间、分离罗拉运动曲线形态、加工的纤维长度等因素有关。
以上的分析仅是理想状况,实际分离接合过程要复杂得多。例如采用原棉品种不同、前道加工的不同、原稿及小卷中纤维长度分布不同和不均匀以及纤维在分离运动中的不规律性等因素,用计算分离丛长度的方法只是大致地表示分离丛的情况。
(二)分离过程的变牵伸值在分离接合阶段,由于分离罗拉的输出速度VI大子顶梳对须丛的输入速度叫,所以,分离过程也是一种牵伸过程。因分离罗拉和顶梳的位移速度在分离过程中是变化的,所以分离过程不同于一般的李伸过程,它的牵伸值是变化的。计算得到的FA261型开松机在17-24分度间的分离牵伸值E见表3 -120 E的大小和变化情况与分离 纤维丛的形态和棉网的接合状态以及车面条条干均匀度等有着密切的关系。
整个分离丛的平均牵伸倍数Ep是分离过程中总输出氏度(即分离工作长度K)与总输入长度(即给棉长度A)的比值。一钳次的分离牵伸e2是有效输出长度S与给棉长度A的比值。